发布时间:2023-12-27 文章来源:鸿宇科技 浏览次数:1751
MOM是Manufacturing Operation Management的缩写,美国仪器、系统和自动化协会(Instrumentation, System, and Automation Society, ISA)于2000年开始发布ISA-SP95标准,首次确立了制造运行管理(MOM)的概念,针对更广义的制造运营管理划定边界,作为该领域的通用研究对象和内容,并构建通用活动模型应用于生产、维护、质量和库存4类主要运行区域,详细定义了各类运行系统的功能及各功能模块之间的相互关系。
制造运营管理MOM 作为一个详细定义并联接制造企业4大管理业务活动(生产、维护、质量、库存)的通用集成平台,其以整体化的思路落地到企业的实际各项应用之中,使对应需求与解决问题更加具有针对性与时效性。
从本质上来说,MOM不仅仅包含了传统MES系统中的各类生产制造功能,其作为一个由多种系统构成的通用集成平台,还涵盖了MES主体之外的能够解决不同类型企业实际问题的各类延伸功能,为企业管理带来了价值增值。
而从功能上而言,MOM响应了工业制造4.0的理念,与现有的制造软件相比具有更强的集成标准化和开放性。在制造企业踏入智能制造的道路上,引入MOM运作管理已然是大势所趋。
MOM制造运营管理通过协调管理企业的人员、设备、物料和能源等资源,把原材料或零件转化为产品的活动。MOM系统集成了生产计划、库存管理、生产调度、质量管理、设备维护、人员管理等功能,以实现生产效率和质量的提升
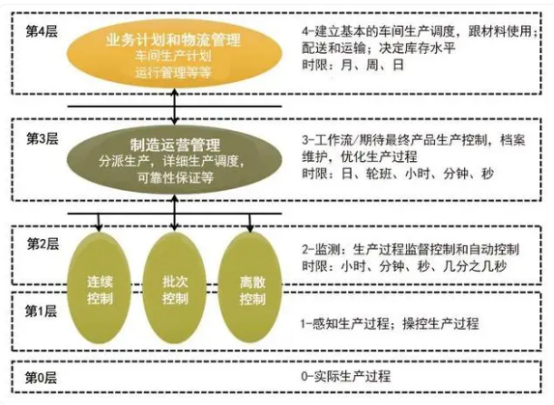
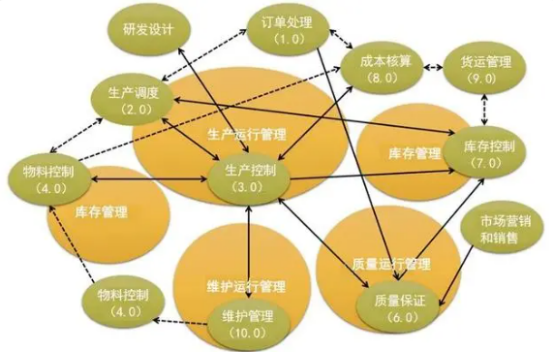
IEC/ISO 62264标准以美国普度大学企业参考体系结构(PERA)为基础,把企业的功能划分为实际生产过程、感知、操控、监测生产过程、制造运营管理(MOM)、业务计划和物流管理五大层。其中MOM管理的范围被细分为生产运行管理、维护运行管理、质量运行管理和库存运行管理四大模块:
MOM最早由美国仪器、系统自动化协会(ISA)在2000年在ISA-95标准中首次提出,比工业4.0、智能制造等新概念早了近十年之久。2003年,MOM正式进入国际标准。MOM可实现对整个制造运行过程中一切活动的管理。
随后,波音公司在研发制造787的过程中提出了集成互联的生产系统概念,开创了MOM在复杂离散制造业应用的先河。
2012年,西门子开始系统地将其SIMATIC IT从MES向MOM进行扩展,增加安全管理、能源管理、环境管理、质量管理等一系列功能模块,打造了集成软件平台。MOM系统开始逐渐流行。
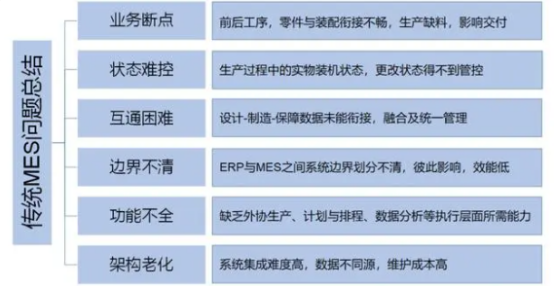
从MOM概念提出的初衷来看,其目的确实是为了解决MES的局限性。传统MES更多的是以生产线为中心,围绕追溯和防错等板块,满足单工厂、单组织的需求;而MOM作为一个集成化软件平台,在集成标准化、开放性和云部署方面都比MES更强。
MOM系统的主要功能包括生产计划、库存管理、生产调度、质量管理、设备管理、人员管理几大模块。
生产协同系统(MOM)可以贯穿从原料进入工厂到工人设备间的流转再到形成产品离开工厂的全过程,对生产过程中的进度、质量、效率、成本等进行记录和管控。
01 生产计划管理
由于产品品类、工艺的多样性,以及客户不断变化的需求,传统工厂的生产计划十分复杂,经常会出现生产计划不合理导致库存积压或者延误交货的情况。而生产计划人员通过传统的方式去分析订单和产品需求量,不仅效率低下、费时费力,准确性还是难以把握。
MOM系统的实施可以通过数据采集和分析,准确地提取订单和需求量,帮助制定生产计划,调度生产线,优化资源利用,实时管理业务运营。
02 库存管理
传统工厂仓库普遍存在着库存盘点难、库存数据更新不及时的问题,严重影响生产端、销售端的生产计划和销售计划实施,从而造成不必要的利润损失。
现如今通过MOM系统的部署可以直接跟踪到原材料、半成品和成品的库存情况,提供实时库存数据,帮助企业实现盈利率最大化。
03 生产调度
传统制造企业的生产过程往往是不透明的,管理者想要了解生产车间的情况,一般都采取口头沟通或者实地车间考察,不仅低效而且难以了解到车间的真实情况。任务往往到了车间就失控了!
MOM系统帮助企业根据生产计划和资源情况,合理安排生产任务的优先级和时间,确保按时交货。
04 质量管理
据统计,制造企业一般至少有10%的利花费在对不良品的检查与处理上;而一线员工的操作行为却依旧很容易出错,而品控人员工作量大,未有明确的评核标准和定义,不能及时发现产品中的问题。从而造成质量成本居高不下,质量问题难以追溯。
MOM系统把品控部门与生产、销售、库存部门直接建立业务状态,一体化管理;监控生产过程中的质量指标,实施质量控制和改进措施,帮助企业有效减少不良品率。
05 设备维护管理
很多工厂经常因为预防性维护保养不到位导致设备故障频发、因为设备档案的不齐全导致重复性错误反复出现却无人梳理。
通过MOM系统工厂可以直接扫码报工、维修、自动记录设备维护情况,定期推送保养和维修提醒,很大程度地提高设备的稳定性和可靠性。
06 人员管理
流程管理混乱、员工积极性低是传统工厂的老大难问题。MOM系统能有效地管理生产线上的工人,跟踪工作情况和产能,了解实时运营情况,进行绩效评估和培训。


 返回列表
返回列表